- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

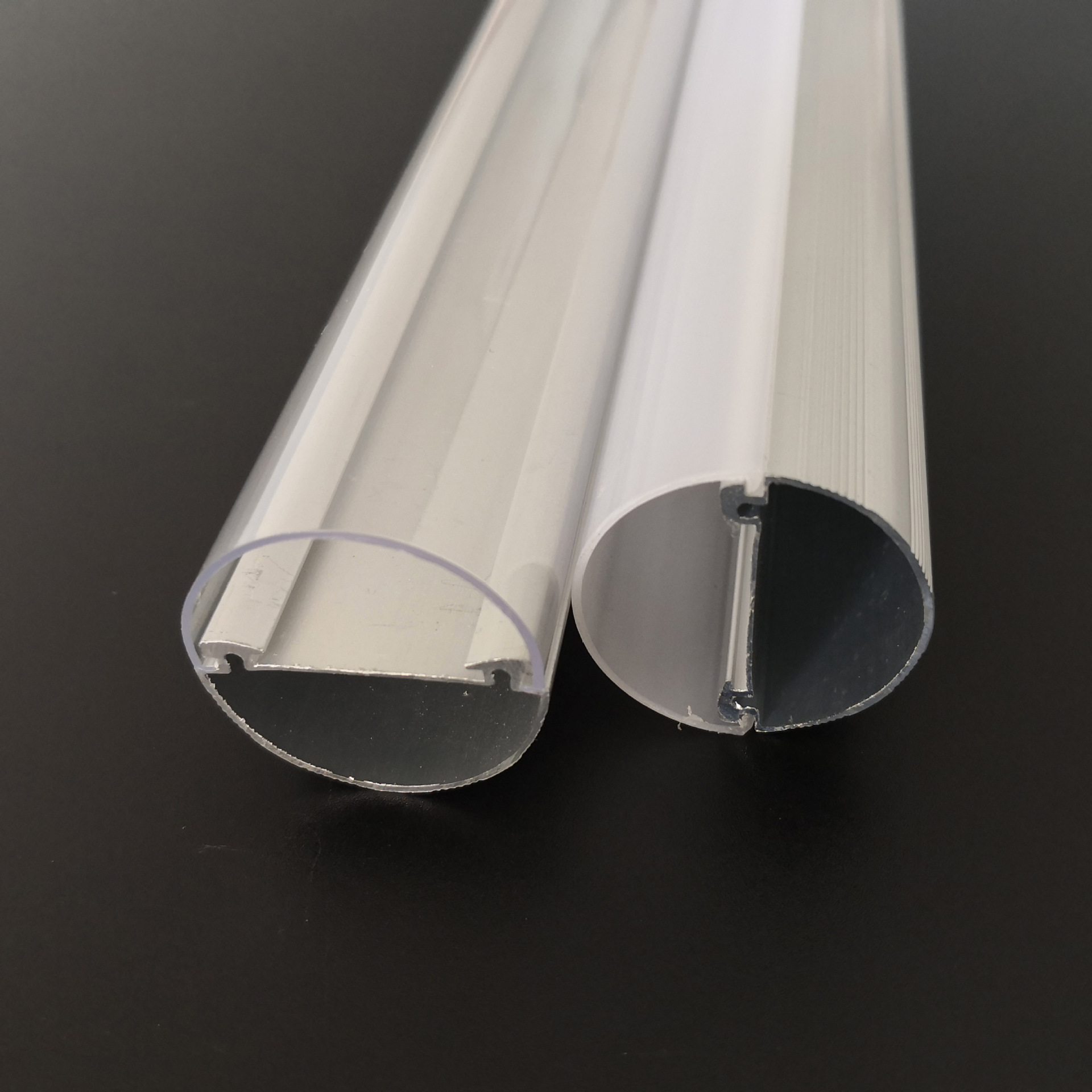
PC押出製造の経験
予防:
1. 射出圧力が高い場合チューブ内の温度が高すぎたり、滞留時間が長すぎると、熱分解、変色、物性低下が起こりやすくなります。なお、金型温度は85℃~120℃となります。 (1) 水分を 0.02% 以下に管理します。 (2) 120℃で4時間乾燥し、150℃を超えないようにしてください。
2. 完成品には残留応力が発生しやすく、将来クラックが発生する可能性があるため、厚い完成品を形成するのは特に困難です。そのため、離型剤として液体の代わりに粉末のシリコーンを使用することをお勧めします。
3. 成形には高温、高圧が必要なため、スクリュー式成形シャトルを使用する必要があります。
4. 使用前に材料を完全に乾燥させてください。
5. ゲートとランナーの設計は、流動抵抗を小さくする必要があります。
6. 成形品は肉厚に近く設計し、金属部品の使用は避けてください。さらに、後退傾斜は 2° 以上である必要があります。
7. 成形収縮率0.4%~0.7%、比重1.2~1.5。
8. 加熱温度230〜310℃、金型温度80〜120℃、材料チューブ温度260〜310℃、射出材料温度280〜320℃、射出圧力800〜1500kg/cm2、最低作動温度260℃。
9.除湿乾燥機を使用し、乾燥温度は105〜120°C(0.02〜0.03%以下)で、24時間かかります。材料パイプの最初のセクションの温度は260〜270°Cです。 2番目のセクションは260〜270°Cです。第三段階 第一段階は240~250℃です。第4段階は220〜230℃です。金型表面温度は40~60℃です。温度設定:ノズル230~300℃、前部260~280℃、中部265~275℃、後部250~270℃。スクリュー回転数 40~160rpm、金型温度 80^120℃、射出圧力 1000~1400kg/cm2、背圧 5~15kg、スクリュー圧縮比 2.4、L/D 15~24。
JEは中国のPC押出成形の専門メーカーです。
その他の PC 押出製品については、www.jeledprofile.com を参照してください。
sales@jeledprofile.com までご連絡いただくこともできます。
電話/Whatsapp/Wechat: 0086 13427851163


