- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

LEDチューブハウジング用アルミプロファイルの押出成形前の注意事項
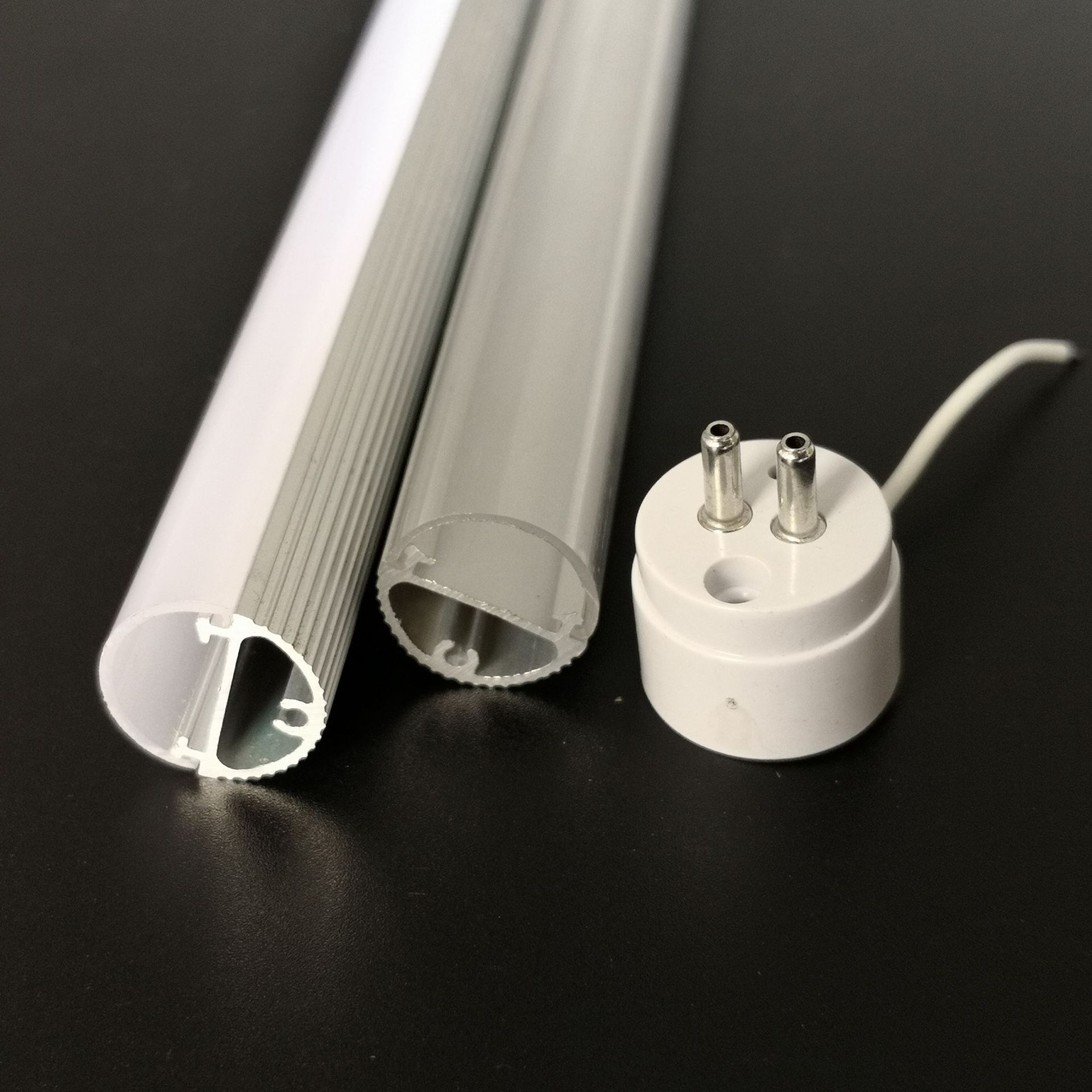
JE社は毎日、機械で大量のアルミプロファイルを押し出しています。当社がどのようにアルミ押出材の品質と安定性を確保しているか興味がありますか?実際、押出プロセスのすべてのステップが非常に重要です。本日は弊社JE社のアルミ押出加工前の注意事項を編集者がご紹介します。
(1) 高度な機器を使用して、金型の寸法精度、硬度、および表面粗さをオンラインおよびオフラインで検出します。検査・検収に合格した金型を登録し、倉庫に入れて棚に置き、使用時は金型穴を研磨する作業ベルトを取り出し、転用金型、プロファイル金型、金型パッドを組み立て、検査され、正しいことが確認されると、加熱のために機械に送られます。
(2) 機械指定前のアルミ異形押出金型及び金型の加熱温度:押出シリンダー:400~450℃、押出パッド:350℃、ダイパッド:350~400℃、フラットダイ:450~ 470℃、割型:460~480℃、保持時間は金型の厚さ(1.5~2 分/mm);
(3) 炉内でのアルミ異形押出工具と金型の加熱時間は 10 時間を超えてはなりません。時間が長すぎると、ダイホールの作業ベルトが腐食または変形しやすくなります。
(4) アルミニウム合金形材の押出し初期は、衝撃力により型詰まりを起こしやすいため、ゆっくり加圧する必要があります。金型が詰まった場合は、すぐに機械を停止して、ダイホールの作業ベルトがつぶれないようにしてください。
JE は、LED チューブ ハウジングの製造を専門とする工場です。その他のチューブ ハウジングについては、以下を参照してください。
https://www.jeledprofile.com/led-tube-housing
詳細については、以下にお問い合わせください。sales@jeledprofile.com
電話/Whatsapp/微信: 0086 13427851163


